SL M3x50 AC 3+ M
FILTEC®
Informacja o produkcie
Zalety
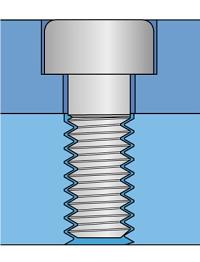
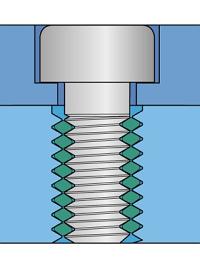
| Wzmocnienie gwintu: Drutowe wkładki gwintowe umożliwiają stworzeniewysokoobciążalnego gwintu i optymalnego rozkładu obciążeńpomiędzy zwojami śruby a gwintem materiału rodzimego.Przeznaczone są w szczególności do wzmocnienia gwintu wmateriale o małej wytrzymałości jak aluminium czy magnez i ichstopy. Stąd szerokie zastosowanie w takich branżach jakwybrane dziedziny budowy maszyn, przemysłusamochodowego, lotnictwa i inne.Przy pomocy wkładek gwintowych możliwe jest uzyskanie wmiękkim lub kruchym materiale prawie “niezniszczalnego”gwintu. Naprawa: Drutowe wkładki gwintowe nadają się znakomicie doprzeprowadzenia napraw gwintów uszkodzonych. Prosta ibezproblemowa technologia montażu wkładek umożliwiaskuteczną naprawę i regenerację wielu urządzeń bez potrzebydorabiania całych podzespołów. Odporność na korozję: Wkładki gwintowe wykonywane są ze stali X5CrNi 18-8 (A2),która posiada własności antykorozyjne i odporność na działanieczynników atmosferycznych. Obciążalność: Elastyczność drutowych wkładek gwintowych powodujerównomierne rozłożenie obciążeń przenoszonych przez śrubęna materiał rodzimy, co znacznie podnosi obciążalnośćpołączenia śrubowego zarówno przez siły statyczne jak idynamiczne. Osadzenie wkładki gwintowej: Osadzanie wkładki gwintowej w materiale rodzimym zapewniato, że średnica wkładu gwintowego w stanie rozprężonym jestwiększa od średnicy gwintu w materiale rodzimym. Właściwąśrednicę gwintu uzyskuje się po wkręceniu wkładki. Oszczędność materiału: Ze względu na większą obciążalność gwintów uzyskanych przyzastosowaniu wkładek gwintowych możliwe jest zmniejszenieilości połączeń śrubowych przy jednoczesnym zmniejszeniuwymiarów (masy) materiału. |  Samohamowność
|
Zasady montażu
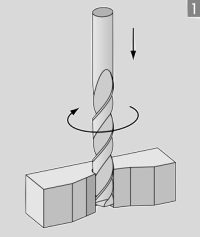 | 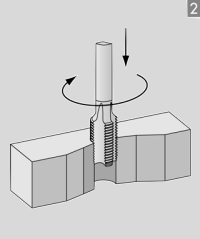 |  | ||
| 1. Wiercenie otworu Stosować typowe wiertła spiralneo średnicach podanych w danych technicznych dla danego typu wkładki. | 2. Nacinanie gwintu Gwint pod drutowy wkład gwintowy należy nacinać wyłącznie specjalnym gwintownikiem przewidzianym dla danej wielkości wkładki. | 3. Sprawdzanie gwintu Jeżeli technologia wyrobu wymaga kontroli gwintu, można zastosować sprawdziany gwintu. | ||
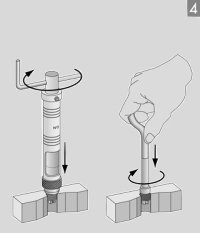 | 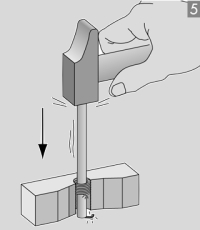 | 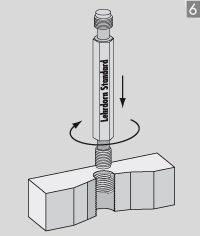 | ||
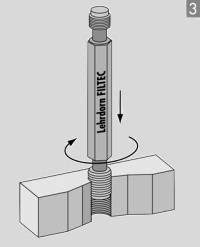
| 4. Montaż Wkład gwintowy nakręcić na trzpień narzędzia, a następniebez specjalnego nacisku wkręcać (FILTEC, LOCKFIL poprzezustnik zacieśniający) w przygotowane gniazdo gwintowemateriału rodzimego. Wkłady FILTEC+ można natomiastwkręcać bezpośrednio (bezstosowania ustnikazacieśniającego) w przygotowanegniazdo. Końcówka wkładu powinna być wkręcona na min.1/4 obrotu poniżej płaszczyzny detalu. | 5. Końcówka - zabierak Przy gwintach przelotowych należy wyłamać z wkładki przy pomocy trzpienia końcówkę wkładu gwintowego. Przygwintach nieprzelotowych końcówka może pozostać. | 6. Sprawdzenie gwintu |
W ofercie
|
Grubość ścianki
Zostały określone dla aluminium walcowanego oraz odlewanego, przy długości nominalnej gwintu 1,5d.
|  |
Zastrzega się możliwość wprowadzenia zmian technicznych.