LK 600-060
Zasada kotwienia Expanderów
Wymagania dotyczące chropowatości zaślepianego otworu są w bezpośrednim związku z twardością i wytrzymałością materiału zaślepianego. W zależności od zestawienia zaślepka - materiał zaślepiany nastąpi zakotwienie poprzez profil karbu na tulejce Expandera - tzw. “zakotwienie wymuszone” albo poprzez chropowatość powierzchni otworu zaślepianego.
Ważne: Przy wyborze rodzaju Expandera należy kierować się twardością materiału korpusu i odpowiednio dobrać stopień chropowatości otworu.
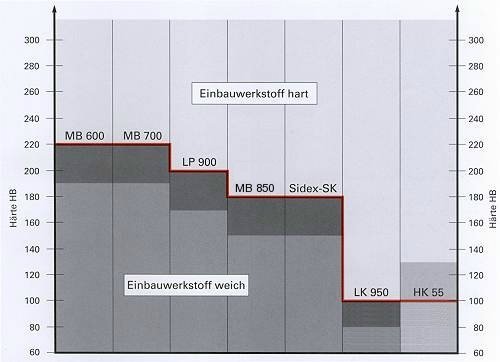
Zasada kotwienia Expanderów w zależności od materiału zaślepianego otworu
![]()
Dla dopuszczalnych ciśnień roboczych zakotwienie musi nastąpić poprzez chropowatość otworu. Chropowatość Rz =10 do 30 µm. ![]()
Zakotwienie w otworze nastąpi automatycznie poprzez wcięcie się karbów tulejki w materiał korpusu (”zakotwienie wymuszone”). ![]()
Zakotwienie wymuszone z Expanderami z serii HK nie jest możliwe. Podane kombinacje tylko dla niskich zakresów ciśnienia. ![]()
Zakres przejściowy. Dla dopuszczalnych zakresów ciśnienia zakotwienie musi nastąpić poprzez chropowatość otworów. Chropowatość Rz = 10 do 30 µm.
Zakotwienie poprzez profil karbu (”zakotwienie wymuszone”)
KOENIG Expander® Seria MB 850w stopie aluminium HB = 90
Zakotwienie poprzez profil karbu (”zakotwienie wymuszone”)
KOENIG Expander® Seria SK w stopie aluminium HB = 90
Zakotwienie poprzez chropowatość powierzchni
KOENIG Expander® Seria HK 55 w żeliwie szarym HB = 160
Lekkie zakotwienie poprzez profil karbu (”zakotwienie wymuszone”)
KOENIG Expander® Seria LK 950 w stopie aluminium HB = 90
Zakotwienie poprzez profil karbu (”zakotwienie wymuszone”)
KOENIG Expander® Seria LP 900 w stopie aluminium HB = 90