
Nitonakrętki
są pojedynczymi elementami, które montuje się bez potrzeby dostępu z drugiej strony. Stosowane są z reguły dla stworzenia połączenia gwintowego w cienkich blachach lub profilach zamkniętych. Utworzone podczas zaciskania odkształcenie nitonakrętki po wewnętrznej stronie blachy gwarantuje dużą odporność na wyrwanie.
Własności
Wskazówki montażowe
Dla otrzymania wysokowytrzymałego połączenia należy:
- Dobrać typ nitonakrętki w zależności od grubości “K” blachy
Wykonać właściwy zacisk przy pomocy narzędzia zaciskającego (patrz rysunek)
Ustalanie grubości zacisku K
Poza właściwym doborem wielkości gwintu i materiału nitonakrętki istotny jest dobór właściwego zakresu zacisku K nitonakrętki. Jeżeli parametr K jest na granicy łącznej grubości elementów zaciskanych, zaleca się przeprowadzenie zacisków testowych. Może się okazać, że ze względu na łączną grubość materiałów lub tolerancje wykonanych otworów efektywniejsze będzie zastosowanie nitonakrętki o większym lub mniejszym zakresie zacisku.
Nitonakrętki z łbem fazowanym
Przy stosowaniu nitonakrętek z łbem fazowanym (zwykłym) należy w otworze wykonać fazę o kącie 90°. Należy uważać, aby głębokość fazowania zapewniła po zaciśnięciu występ nitonakrętki o ok. 0,1 mm ponad powierzchnię blachy. Jest to konieczne, aby zapewnić przy dokręcaniu kontakt przykręcanego elementu z nitonakrętką. Przy stosowaniu nitonakrętek z tzw. “małą fazą” fazowanie otworu nie jest wymagane - oszczędność czasu i kosztów.
Wielkość otworu
Otwór w blasze wykonuje się na wymiar równy średnicy nitonakrętki w tolerancji +0,1 mm. Przy zachowaniu tej tolerancji, spęczenie materiału nitonakrętki w otworze, w trakcie jej zaciskania wywołuje zacisk gwarantujący przeniesienie odpowiedniego momentu skręcającego. Przy szczególnie wysokich wymaganiach wytrzymałościowych zaleca się stosowanie nitonakrętek z moletowaniem lub trzpieniem sześciokątnym.
Kształty tulei
Przy szczególnie wysokich wymaganiach wytrzymałościowych zaleca się stosowanie nitonakrętek z moletowaniem lub trzpieniem sześciokątnym. Nitonakrętki radełkowane powinny być montowane tylko we względnie miękkim materiale. Najlepszym rozwiązaniem są nakrętki z trzpieniem sześciokątnym – powinno się je stosować zawsze, gdy tylko jest to technicznie możliwe. W razie wątpliwości zawsze służymy radą.
Instrukcja montażu
 |  |  |  |  |
| Stufe1 | Stufe 2 | Stufe 3 | Stufe 4 | Stufe 5 |
| Die Blindnietmutter auf den Ziehdorn aufspindeln. | Blindnietmutter in das Montageloch einführen. | Stauchen - die Mutter wird gegen das Mundstück des Setzgeräts gezogen und weitet sich im und hinter dem Montageloch radial aus. | Den Ziehdorn aus gesetzter Blindnietmutter ausspindeln. | Die Blindnietmutter kann belastet werden. |
| Anordnung für Drehmomentprüfung - angeschraubtes Teil darf sich nicht mitdrehen können. | 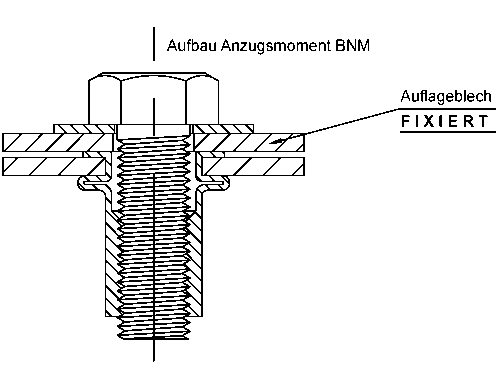 |